Ja se si të zgjidhni një grimë bazuar në tre pjesë themelore: materiali, veshja dhe veçoritë gjeometrike.
01, si të zgjidhni materialin e stërvitjes
Materialet mund të ndahen përafërsisht në tre lloje: çelik me shpejtësi të lartë, çelik kobalt me shpejtësi të lartë dhe karabit të ngurtë.
Çeliku me shpejtësi të lartë (HSS):
Çeliku me shpejtësi të lartë është përdorur si mjet prerës për më shumë se një shekull që nga viti 1910. Është materiali më i përdorur dhe më i lirë i veglave prerëse që disponohet sot.Copat e çelikut me shpejtësi të lartë mund të përdoren si në stërvitjet e dorës ashtu edhe në mjedise më të qëndrueshme si presat e shpimit.Një arsye tjetër për qëndrueshmërinë e çelikut me shpejtësi të lartë mund të jetë se veglat e tij, të cilat mund të mprehen në mënyrë të përsëritur, janë mjaft të lira për t'u përdorur jo vetëm si pjesë shpuese, por edhe si vegla kthese.
Kobalt çeliku me shpejtësi të lartë (HSSE):
Çeliku me shpejtësi të lartë që përmban kobalt ka fortësi dhe fortësi të kuqe më të mirë se çeliku me shpejtësi të lartë.Rritja e fortësisë gjithashtu rrit rezistencën ndaj konsumit, por në të njëjtën kohë, sakrifikohet njëfarë fortësie.Ashtu si çeliku me shpejtësi të lartë, ato mund të lustrohen për të përmirësuar përdorimin e tyre.

KARBIDI:
Karbidi i çimentuar është një material i përbërë nga baza metalike.Midis tyre, karabit tungsteni përdoret si matricë, dhe disa materiale të materialeve të tjera përdoren si ngjitës përmes një sërë procesesh komplekse siç është shtypja e nxehtë izostatike për sinterim.Në ngurtësinë, fortësinë e kuqe, rezistencën ndaj konsumit dhe aspekte të tjera krahasuar me çelikun me shpejtësi të lartë, ka një përmirësim të madh, por kostoja e veglës karabit është gjithashtu më e shtrenjtë se çeliku me shpejtësi të lartë.Karbidi i çimentuar në jetëgjatësinë e veglave dhe shpejtësinë e përpunimit sesa materialet e mëparshme të veglave kanë më shumë përparësi, në mjetin e bluarjes së përsëritur, nevoja për mjete profesionale bluarjeje.
02, si të zgjidhni veshjen e bitit
Veshja mund të ndahet përafërsisht në 5 llojet e mëposhtme sipas gamës së përdorimit.
Pa veshur: Veglat prerëse të pa veshura janë më të lirat, zakonisht përdoren për përpunimin e aliazhit të aluminit, çelikut me karbon të ulët dhe materialeve të tjera të buta.
Veshje me oksid të zi: veshja e oksidimit mund të sigurojë lubricitet më të mirë se mjeti i pa veshur, ka rezistencë më të mirë oksidimi dhe rezistencë ndaj nxehtësisë dhe mund të përmirësojë jetën e shërbimit me më shumë se 50%.
Veshje e nitridit të titanit: Nitridi i titanit është materiali më i zakonshëm i veshjes, nuk është i përshtatshëm për përpunimin e materialeve me fortësi të lartë dhe temperaturë të lartë të përpunimit.
Veshje e nitridit të karbonit të titanit: Nitridi i karbonit të titanit është zhvilluar nga nitridi i titanit, ka rezistencë më të lartë ndaj temperaturës dhe rezistencë ndaj konsumit, zakonisht vjollcë ose blu.Përdoret në punëtorinë e Haas për të bërë pjesë të punës prej gize.
Nitride alumini Veshje titan: Veshje nitride alumini titan se të gjitha sa më sipër janë rezistente ndaj temperaturës së lartë, kështu që mund të përdoret në kushte më të larta të prerjes.Të tilla si superaliazhet e përpunimit.Është i përshtatshëm edhe për përpunimin e çelikut dhe çelikut inox, por për shkak se përmban elementë alumini, në përpunimin e aluminit do të ndodhin reaksione kimike, ndaj është e nevojshme të shmanget përpunimi i materialeve që përmbajnë alumin.
Në përgjithësi, një stërvitje mbajtëse kobalti me një shtresë karbonitridi titani ose nitridi titani është një zgjidhje më ekonomike.

03. Karakteristikat gjeometrike të shpimit
Karakteristikat gjeometrike mund të ndahen në tre pjesët e mëposhtme:
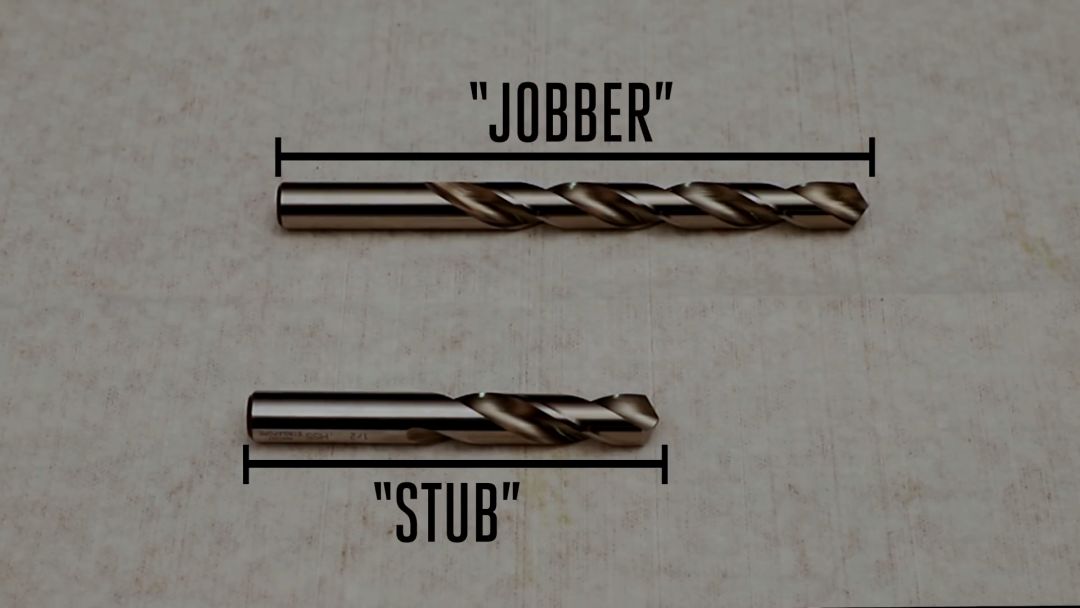
Gjatësia
Raporti i gjatësisë me diametrin quhet dyfishim i diametrit, dhe sa më i vogël të jetë diametri, aq më i mirë është ngurtësia.Zgjedhja e një pjese me gjatësinë e duhur të skajit për heqjen e çipave dhe gjatësinë më të shkurtër të mbingarkesës mund të përmirësojë ngurtësinë e përpunimit, duke rritur kështu jetën e veglës.Gjatësia e pamjaftueshme e skajit ka të ngjarë të dëmtojë pjesën e shpimit.
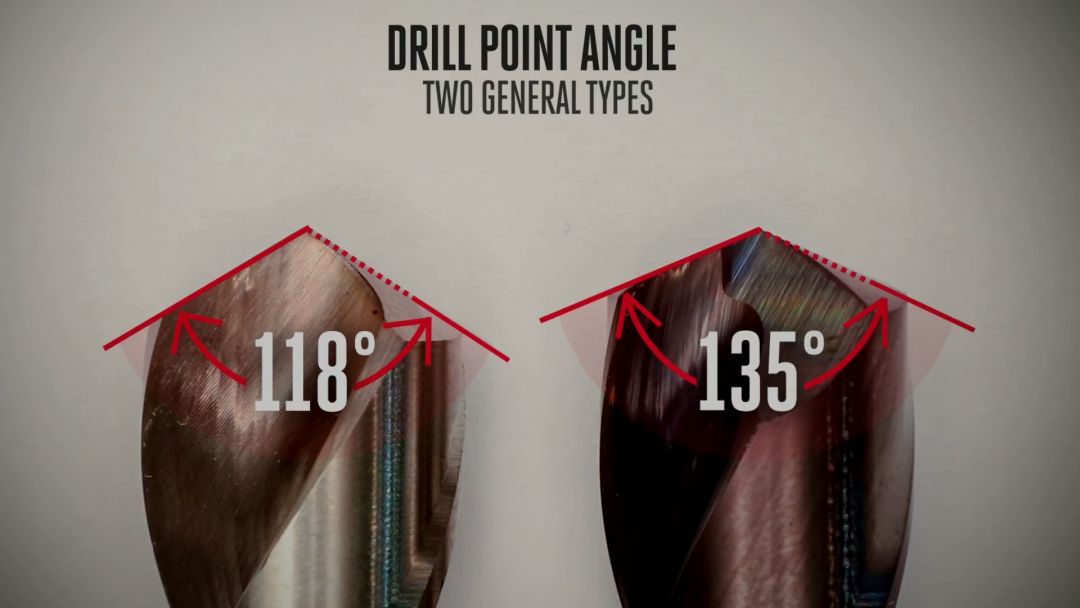
Këndi i majës së stërvitjes
Pika e shpimit Këndi prej 118° është ndoshta më i zakonshmi në përpunim dhe zakonisht përdoret për metale të buta si çeliku i butë dhe alumini.Ky dizajn i këndit zakonisht nuk është i vetëqendruar, që do të thotë se vrima e qendrës në mënyrë të pashmangshme duhet të përpunohet fillimisht.Këndi i majës së stërvitjes 135° zakonisht është i vetëqendruar, gjë që kursen shumë kohë duke eliminuar nevojën për të përpunuar një vrimë të vetme qendrimi.
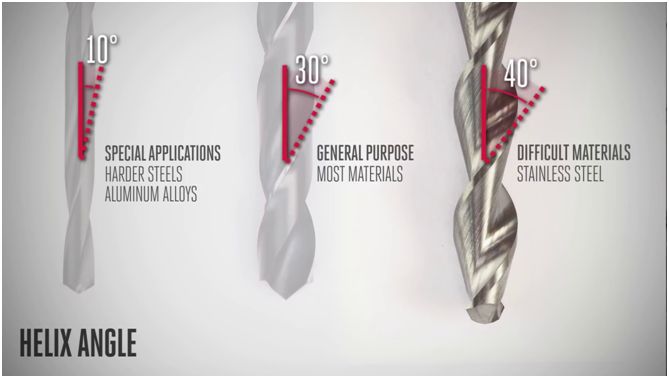
Këndi spirale
Një kënd spirale 30° është një zgjedhje e mirë për shumicën e materialeve.Megjithatë, për mjediset ku prerjet hiqen më mirë dhe skajet e prerjes janë më të forta, mund të zgjidhet pak me një kënd spirale më të vogël.Për materialet e vështira për t'u punuar si çeliku inox, një dizajn me një kënd spirale më të madh mund të përdoret për të transferuar çift rrotullues.
Koha e postimit: Shtator-01-2022